
联系:辛总 13401321708
王总 15333737770
邮箱:178471350@qq.com
网址:www.xinshigjg.com
地址:江苏省盐城市滨海县滨海港镇民营创业园伟城路7号

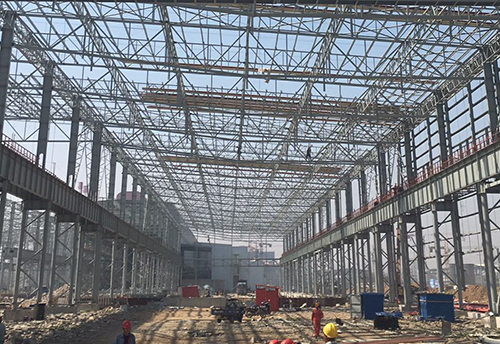
每一个建筑都是由各个构件组成,每一个构件的效果也是千差万别。钢构件现今是作为许多建筑结构的构成,各个部位所选用的钢构件起着不一样的功能。标准钢结构车间厂房更是深受制作业大国的欢迎,在中国这个以制作业业主的国家,钢结构厂房大开间的设计,钢结构的截面面积小,装置和运输方便,比传统的修建形式缔造时刻更短,大大提高资金的使用率和投入使用速度。河南钢结构车间厂房的建立是由首要的几大部分组成,钢柱、钢梁,钢屋架、钢屋盖,墙体这五大部分组成,还包含一些其他部位的零部件,钢构件。钢结构厂房构件制作标准,是保证钢结构厂房全体质量的前提条件,因此,要掌握好比如钢柱的直线度和误解、柱和梁的联接孔到柱底板的间隔、联接孔本身的加工精度、屋面梁的直线度和柱梁联接板的加工精度、梁柱上的系杆或支持联接板相关于梁柱本身的方位标准、檩托板的方位标准等。

河南钢结构车间厂房焊接的常见缺陷:一,热裂纹。其基本特征是在焊缝的冷却过程中产生。其产生的主要原因是钢材或焊材中的硫、磷杂质与钢形成多种脆、硬的低熔点共晶物,在焊缝的冷却过程中,凝固的低熔点共晶物处于受拉状态,极易开裂。二,冷裂纹。标准钢结构车间厂房由焊接而产生的冷裂纹又称延迟裂纹,其所具有的主要特征为通常在200℃至室温范围内产生,有延迟特征,焊后几分钟至几天出现。其产生的主要原因与钢结构厂家钢材的选择、结构的设计、焊接材料的储存与应用及焊接工艺有密切的关系。三,层状撕裂。其主要特征表现为当焊接温度冷却到400℃以下时,在一些板材厚度比较大,杂质含量较高,特别是硫含量较高,且具有较强沿板材轧制平行方向偏析的低合金高强钢,当其在焊接过程中受到垂直于厚度方向的作用力时,会产生沿轧制方向呈阶梯状的裂纹。

河南钢结构车间厂房设计结构中,常见的主构件包含钢柱、钢梁,这是作为支撑和承重的一大部分,关于结构的组成是作为重要组成部分。钢柱安截面形式分为实腹柱和格构柱。实腹柱具有全体的截面,常用的是工型截面,H型截面;格构柱的截面分为两肢或多肢,各肢间用缀条或缀板联系,当荷载较大、柱身较宽时钢材用量较省。钢梁,有型钢梁,组合梁之分。标准钢结构车间厂房中的吊车梁和工作平台梁、多层建筑中的楼面梁、房顶结构中的檩条等,都可以选用钢梁。型钢梁用热轧成型的工字钢或槽钢等制成,型钢梁加工简单、造价较廉,但型钢截面尺寸受到必定标准的约束。当荷载和跨度较大,选用型钢截面不能满足强度、刚度或稳定要求时,则选用组合梁。组合梁由钢板或型钢焊接或铆接而成。

标准钢结构车间厂房钢梁构件拼装后全长扭曲超过允许值,造成钢梁的安装质量不良。原因分析:1)拼接工艺不合理。2)拼装节点尺寸不符合设计要求。钢结构车间厂房设计解决方法:1)拼装构件要设拼装工作台,定为焊时要将构件底面找平,防止翘曲。拼装工作台应各支点水平,组焊中要防止出现焊接变形。尤其是梁段或梯道的组装,要在定位焊后调整变形,注意节点尺寸要符合设计,否则易造成构件扭曲。2)自身刚性较差的构件,翻身施焊前要进行加固,构件翻身后也应进行找平,否则构件焊后无法矫正。三、构件起拱,数值大干或小于设计数值。构件起拱数值小时,安装后梁下挠;起拱数值大时,易产生挤面标高超标。原因分析:1)构件尺寸不符合设计要求。2)架设过程中,未根据实测值与计算值的出入进行修正。3)跨径小的桥梁,起拱度较小,拼装时忽视。
河南钢结构车间厂房防火维护的原理:选用绝热或吸热的资料阻隔火焰直接灼烧钢结构,下降热量向钢材传递的速度,推迟钢结构温升和强度削弱的时刻;标准钢结构车间厂房防火涂料界说为施涂于建筑物及构筑的钢结构表面,能形成耐火隔热维护层以进步钢结构耐火的涂料。现在钢结构防火涂料主要有基体树脂、催化剂、成炭剂、发泡剂等组成。因为厚型防火涂料存在自严重,装饰性差,因而只能应用在,有些对外观要求不高的室外钢结构。广泛应用的是薄型和超薄型钢结构防火涂料,特别是超薄型。这两类涂料所运用的主要原料聚磷酸铵、三聚氰胺和戊四醇均耐水性不良,存在随着环境、时刻等溶出、分化、降解和老化等问题。因而,此类涂料必定会随着时刻的推移防火性能有所下降,并且还没有找出一种鉴定防火涂料耐久性的方法。

标准钢结构车间厂房加工的质量操控在于制造进程中的全进程盯梢查看操控,要有以下几点:钢结构图纸深化:深化规划图纸要依据规划图对钢结构的结构、节点结构进行完善。剖析加工焊接变形及结构受力变形,提出对结构的预变形的处理办法。河南钢结构车间厂房具体注名构件的编号、定位尺、分量、资料等信息。要能反映出工程整体三维联系、要操控坐标等微观信息,以利于装置时丈量操控。依据现场起重要求进行分段,并充沛考虑到装置偏差,焊缝缩短变形等要素,对现场需求焊接的方位尽量在加工厂焊接,如幕墙预埋件,操作平台。



